想要真正了解灯光护栏定制速度快工期短产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:大庆让胡路灯光护栏定制速度快工期短的图文介绍


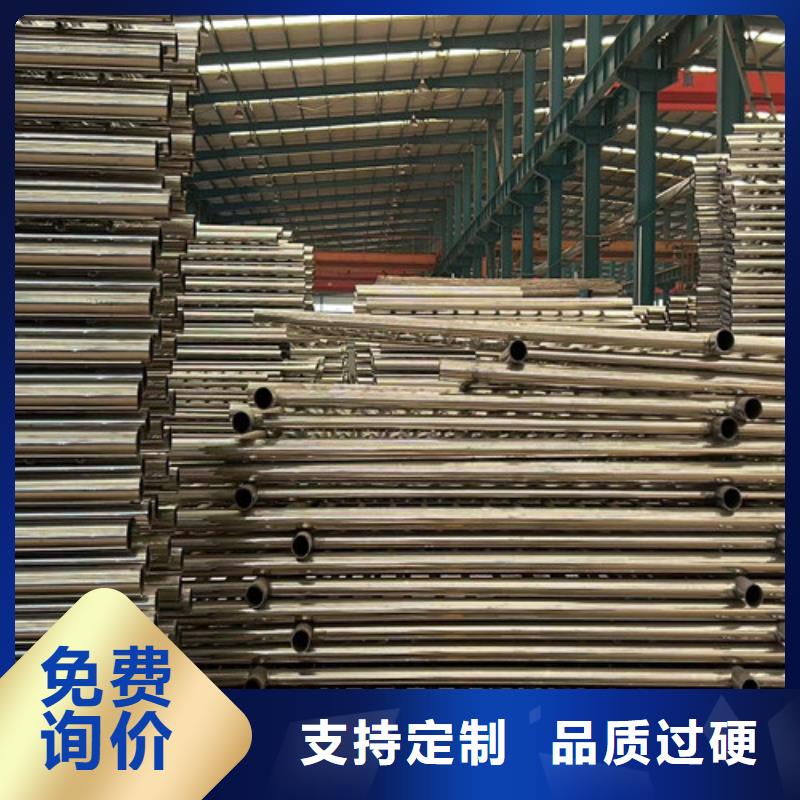
不锈钢复合管是由不锈钢管与碳素钢管复合而成的,技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等;产品规格φ9.5mm—φ219mm,壁厚0.5mm—18.0mm,表面光亮度可达320#—600#。公司内衬不锈钢复合管生产车间拥有微电脑控制的十六台机组,36条管材自动化生产线,配套管件生产设备,生产DN15-DN800规格复合管材及复合管件,年产量8万吨,并且全部通过内衬不锈钢复合管城镇建设行业标准(CJ/T192-2004)。 公司占地面积8万多平方米,员工近百人,集生产、销售、设计、制作、安装为一体,并具有一整套完善的运营模式。常年专业从事生产、销售各种不锈钢复合管、桥梁护栏、道路护栏、灯光护栏、防撞护栏、景观护栏、防撞立柱、护栏立柱、道路隔离柱(隔离墩)、不锈钢碳素钢复合圆管、方管、矩形管、椭圆管系列等新型金属材料;另设金属护栏工程制作安装公司,公司拥有完整的不锈钢及不锈钢复合管生产线24条,以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),公司还拥有独立的镀锌和喷塑车间,良好地处理好钢板表面效果。



聚晟护栏制造(大庆市让胡路区分公司)发展的动力,而信誉的基础就是要脚踏实地的去实现。为不断满足且超越客户想法的需求 【中央分隔栏】,公司和员工要不断对自己挑战,永不自满。公司把至善至美、精益求精作为自己的追求目标,这也是公司告别过去、迈向未来的标准,将使公司永远奋进。

公司拥有全自动外覆及内衬不锈钢管生产线六条、不锈钢焊管生产线十三条、自动激光切割机两台,同时配套先进的检测设备,主要产品包括精密薄壁不锈钢管、外覆不锈钢复合管、内衬不锈钢复合管、焊管、其它特殊防腐管材,年产各系列管道达到9000吨,是中国不锈钢复合管生产的 企业。是制造、销售不锈钢复合管制品;钢材、建材及其它新型材料的生产,广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、自行车车把等;是替代高价纯不锈钢的 产品;本公司又经营各种铁艺围栏,石材栏杆等项目。 公司以优质的产品,合理的价格, 的售后服务,已成为多家大型工程施工、安装单位和大型汽车生产厂家的 合作伙伴。公司拥有整套的机械加工设备,各种焊接设备等,能够自行设计,开发各种金属材料和五金产品,能够满足市场各个企业的需求,提供安装、调试、物流配送的完善服务,设计和生产制作方面具有极强的生产加工能力及优质的质量保证和完善的售后服务体系。








 扫一扫
扫一扫